製品情報 | Products
パンチングマシン
産業用加工装置トップマルチプロダクトパンチングマシンシステム
MPRO シリーズ
- MPRO-PUNCHin150 / MPRO-PUNCHin150P
- MPRO-PUNCHin200 / MPRO-PUNCHin200P

- 本ラインナップでは、種々さまざまなセラミックグリーンシート、ワークの用途に合わせ、DIEin/SELECTin/PUNCHinモジュール及びパンチングユニット複合モジュールから選択することにより、高生産性を実現します。
- 各種の自動化ローダモジュールがオプション対応可能です。
- 多品種小ロットから量産へとフレキシブルに対応したプロダクトパンチングマシンのニューラインナップを取り揃えました。
特長
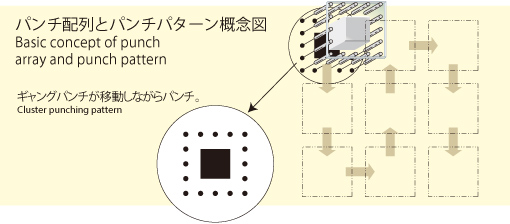
- ワークの用途に合せDIEin/ SELECTin/ PUN CHinダイセットユニットから選択することでパンチパターンに適合した高効率・高生産性を実現。
- 変更の少ないパターンに向きパンチレイアウトされたギャング金型でパンチング加工を行います。(角パンチ対応可能)
標準仕様 Punch in
| 機種名 | MPRO-PUNCHin150 | MPRO-PUNCHin200 | ||
|---|---|---|---|---|
| MPRO-PUNCHin150P | MPRO-PUNCHin200P | |||
| ワーク | 材質 | セラミックグリーンシート | ||
| 加工形態 | シート | |||
| 厚み | Max. 0.5mm | |||
| サイズ | ロール幅 | Max.200mm | Max.250mm | |
| シート | Max.□200mm | Max.□250mm | ||
| 加工エリア | Max.□150mm | Max.□200mm | ||
| 装着方法 | シート供給:V/Fワークホルダクランプ、吸着クランプ ロール供給:吸着クランプ |
|||
| パンチ | ダイセットユニット | Max.□70mmにレイアウト可能 | Max.□120mmにレイアウト可能 | |
| 基準パンチ4セット(+O.P) | ||||
| PUユニット | 6軸.....(. PU-25搭載数)・打合せによりユニット選択 | |||
| 性能 | 加工精度 | ±10μm(弊社テストフィルムを使用し標準加工範囲内において25mmピッチ以内の加工ポイントの精度) | ||
| 分解能 | X,Y軸:1μm | |||
| 加工速度 | ダイセットユニット | Max.120孔/min×金型内パンチ本数(弊社テスト基準において1.0mmピッチ連続時) | ||
| PUユニット | Max.600孔/min(PU-25でY軸1.0mmピッチ移動のNC加工時) | |||
| 移動速度 | Max.30m/min(2軸同時制御) | |||
| 加工ポジション記憶数 | 1ファイル(30000ポジション) | |||
| 制御装置 | 制御装置 | UHT製機械制御専用コントローラ(MJUC) | ||
| オペレーション | 6.5インチタッチパネルによるグラフィカル運用 | |||
| 加工データ作成 | パソコンによる対話方式専用ソフトによる(本体と分離) | |||
| ネットワーク | パソコンから本体に専用LANにて加工データを送信 | |||
| 集塵処理 | 金型パンチ:機外集塵機による 基準パンチ:エジェクタによる |
|||
| PUユニット:エジェクタによる | ||||
| 電源 | 3φ AC200V±10% 2kVA | |||
| エアー源 | 0.4MPa~0.7MPa | |||
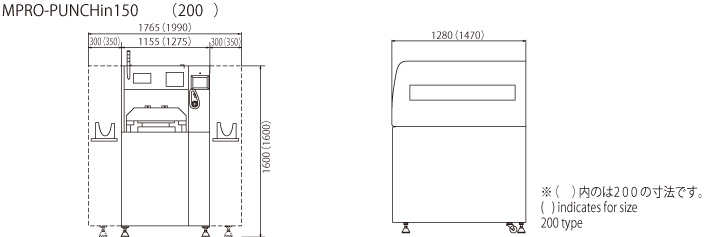
| 機械寸法 | ローダ両サイド付けの場合 | W1765×D1280×H1600mm | W1665×D1470×H1600mm | |
| W1990×D1280×H1600mm | W2315×D1470×H1600mm | |||
| 機械質量 | 約1250kg | 約1500kg | ||
| 約1350kg | 約1750kg | |||
| 使用環境 | 温度 | 10~35℃(推奨22±2℃) | ||
| 湿度 | 40~60%(非結露) | |||
標準仕様 DIE in
| 機種名 | MPRO-DIEin150 | MPRO-DIEin200 | ||
|---|---|---|---|---|
| MPRO-DIEin150P | MPRO-DIEin200P | |||
| ワーク | 材質 | セラミックグリーンシート | ||
| 加工形態 | シート | |||
| 厚み | Max. 0.5mm | |||
| サイズ | ロール幅 | Min.150~Max.200mm | Min.200~Max.250mm | |
| シート | Min.□150~Max.□200mm | Min.□200~Max.□250mm | ||
| 加工エリア | Max.□150mm | Max.□200mm | ||
| 基準パンチ | Max.□170mm | Max.□220mm | ||
| 装着方法 | シート供給:V/Fワークホルダクランプ、吸着クランプ ロール供給:吸着クランプ |
|||
| パンチ | ダイセットユニット | Max.□150mmにレイアウト可能 | Max.□200mmにレイアウト可能 | |
| 基準パンチ2セット(+O.P) | ||||
| PUユニット | 6軸.....(. PU-25搭載数)・打合せによりユニット選択 | |||
| 性能 | 加工精度 | ±10μm(弊社テストフィルムを使用し標準加工範囲内において25mmピッチ以内の加工ポイントの精度) | ||
| 分解能 | X,Y軸:1μm | |||
| 加工速度 | ダイセットユニット | Max.600孔/min×金型内パンチ本数(弊社テスト基準において1.0mmピッチ連続時) | ||
| PUユニット | Max.600孔/min(PU-25でY軸1.0mmピッチ移動のNC加工時) | |||
| 移動速度 | Max.30m/min(2軸同時制御) | |||
| 加工ポジション記憶数 | 1ファイル(30000ポジション) | |||
| 制御装置 | 制御装置 | UHT製機械制御専用コントローラ(MJUC) | ||
| オペレーション | 6.5インチカラー液晶タッチパネルによるグラフィカル運用 | |||
| 加工データ作成 | パソコンによる対話方式専用ソフトによる(本体と分離) | |||
| ネットワーク | パソコンから本体に専用LANにて加工データを送信 | |||
| 集塵処理 | 金型パンチ:機外集塵機による 基準パンチ:エジェクタによる |
|||
| PUユニット:エジェクタによる | ||||
| 電源 | 3φ AC200V±10% 2kVA | |||
| エアー源 | 0.4MPa~0.7MPa | |||
| 機械寸法 | ローダ両サイド付けの場合 | W1440×D1200×H1600mm | W1665×D1280×H1600mm | |
| W1990×D1200×H1600mm | W2315×D1470×H1600mm | |||
| 機械質量 | 約900kg | 約1100kg | ||
| 約1350kg | 約1600kg | |||
| 使用環境 | 温度 | 10~35℃(推奨22±2℃) | ||
| 湿度 | 40~60%(非結露) | |||
標準仕様 Select in
| 機種名 | MPRO-SELECTin150 | |||
|---|---|---|---|---|
| MPRO-SELECTin150P | MPRO-SELECTin200P | |||
| ワーク | 材質 | セラミックグリーンシート | ||
| 加工形態 | シート | |||
| 厚み | Max. 0.5mm | |||
| サイズ | ロール幅 | Max.200mm | Max.250mm | |
| シート | Max.□200mm | Max.□250mm | ||
| 加工エリア | Max.□150mm | Max.□200mm | ||
| 基準パンチ | Max.□200mm | |||
| 装着方法 | シート供給:V/Fワークホルダクランプ、吸着クランプ ロール供給:吸着クランプ |
|||
| パンチ | ダイセットユニット | Max.□150mmにレイアウト可能 | Max.□200mmにレイアウト可能 | |
| パンチ径4種類まで設定可能 | ||||
| 基準パンチ4セット(+O.P) | ||||
| PUユニット | 6軸.....(. PU-25搭載数)・打合せによりユニット選択 | |||
| 性能 | 加工精度 | ±10μm(弊社テストフィルムを使用し標準加工範囲内において25mmピッチ以内の加工ポイントの精度) | ||
| 分解能 | X,Y軸:1μm | |||
| 加工速度 | ダイセットユニット | Max.600孔/min×金型内パンチ本数(弊社テスト基準において1.0mmピッチ連続時) | ||
| PUユニット | Max.600孔/min(PU-25でY軸1.0mmピッチ移動のNC加工時) | |||
| 移動速度 | Max.30m/min(2軸同時制御) | |||
| 加工ポジション記憶数 | 1ファイル(30000ポジション) | |||
| 制御装置 | 制御装置 | UHT製機械制御専用コントローラ(MJUC) | ||
| オペレーション | 6.5インチカラー液晶タッチパネルによるグラフィカル運用 | |||
| 加工データ作成 | パソコンによる対話方式専用ソフトによる(本体と分離) | |||
| ネットワーク | パソコンから本体に専用LANにて加工データを送信 | |||
| 集塵処理 | 金型パンチ:機外集塵機による 基準パンチ:エジェクタによる |
|||
| PUユニット:エジェクタによる | ||||
| 電源 | 3φ AC200V±10% 2kVA | |||
| エアー源 | 0.4MPa~0.7MPa | |||
| 機械寸法 | ローダ両サイド付けの場合 | W1665×D1280×H1600mm | ||
| W1990×D1200×H1600mm | W2315×D1420×H1600mm | |||
| 機械質量 | 約1100kg | |||
| 約1350kg | 約1600kg | |||
| 使用環境 | 温度 | 10~35℃(推奨22±2℃) | ||
| 湿度 | 40~60%(非結露) | |||
オプション
オートローダー(必ず必要となります)
〇モジュール(機外)

※パンチングユニット複合モジュールは、ラインタイプローダモジュールのみ搭載可能です。
金型ユニット
・DIEin
・SELECTin
・PUNCHin

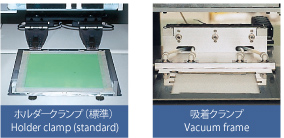
クランプ方式
ワークホルダクランプを標準(V/F)とし、吸着クランプを用意しました。
θフィンガ
・ワークホルダクランプ
吸着クランプ
θフィンガによりワークのθ補正を可能にしました。

画像処理ソフト
2値化によりターゲットマークの重心検出してワークのズレ補正。

CADインターフェイス
CADのフロッピーデータを、直接入力することができます。ほとんどのCADに対応するプログラムを保有しています。お気軽にお問い合わせ下さい。
パンチ折れ検出
画像処理により、各ユニットのパンチ折れを検出して運転を停止。
ブッシュセッタ
金型のダイやパンチブッシュの着脱が容易にできる装置。

ダイセッティングマシン
DIEin/SELECTin/PUNCHin金型のセッティングとテストパンチが容易にできるマシン。

金型用リフトカー
金型の移動、入れ替えを容易にします。

寸法図