支持 | Support
气动工具支持常见疑问(气动工具)
当社製品に関するよくある質問(FAQ)と回答をご紹介しています。
お問い合わせの前にご利用ください。
通用
- Q想要操作说明书。
- A
请点击这里浏览。PDF格式,请自行打印浏览。
- Q想要维修工具,如何操作?
- A
请与购买工具的店铺联系确认。
- Q“周波数补正振动加速度实效值的3轴合成值”是否有测定以及表示?
- A
请查看此网页。
- Q如何购买UHT的产品?
- A
请告诉我们将有工具贸易公司的交易。
另外,因为有些时候,可以在诸如家装订购,请与我们联系。
如果你找不到绝对的购买,因为它会向你介绍有看看我们的公司,或得到电子邮件这里,请联系我们的销售部门(0561-38-2101)。
微型气动工具
- Q是否可以使用其它厂商的尖端工具?
- A
我司没有进行过除我司以外的尖端工具的整合测试,所以不敢保证结果。
此外,使用其它公司的尖端工具时,请确认好最高转数以及轴径是否适合,然后再使用。
此情况下发生的任何问题,我司不负责对应,请多多理解。
- Q想要一个零件清单?
- A
请从这里下载。然而,如果是自己解体的场合,将不在保修范围内。
此外,经过分解或者改造的工具,我们有权力拒绝修理,请多多理解。
无论收费还是免费都不进行故障品指定部位修理或者修理指导说明等。
采购零部件时,编号弄错等理由,都不退货,购买前请好好确认
- Q新买的角度型工具,齿轮的声响比以前的工具的要大。
- A
新的带角度的研磨机,因为齿轮没有磨合,齿轮棱角比较明显。
所以感觉动作声音有点吵,响脆声较大。
继续这样使用半年左右,声音会越来越低,越来越平滑,请继续试用一阶段。
然而,如有极端发热的情况下,也可能是其它原因,请及时与购买店铺或者我公司联系咨询。
- QMAG-123(093)N的尖端工具安装处的螺丝的螺距?
- A
M7-P0.75。 MAG-122N是M6-P0.75。
- Q请告知磨具的旋转方向。
- A
从砂轮的正面看,向左转(逆时针)。带角度的工具也是如此。
- Q非成套购买,只购买本体是否可以?
- A
抱歉,本体不单独出售。我们只成套销售
- Q扭矩较弱,是否有更强扭矩型号的?
- A
气动工具旋转数和扭矩是有比例的。以下原因是影响旋转数下降的主要原因。
・没有加润滑油叶片旋转阻力上升,会导致发热,寿命缩短和旋转速度降低。请使用润滑器加润滑油。(VG32,所谓透平油每分钟2滴程度润滑)
・气压较低旋转数降低,也有扭矩不足感,适当的提高下气压。3BSPlus的场合在约0.6MPa的气压下达到最高速度(65,000rpm /无负载时)。但是要注意,气压高,寿命将缩短。另外,请避免使用超过0.6MPa以上的高压。引起发烫和缩短寿命。
・空气流量不足的情况下扭矩也会感到不足。请确认空气压缩机的流量。推荐为为120〜180升/分钟。流量不足的情况下请增加气罐或者更换压缩机。
・不要强加外力。外力过大旋转数下降,尖端工具与材料之间不宜接触过紧。
- Q使用的时候感觉发烫。
- A
·有供给空气压力过高的可能性,通过调节调节器适当的降低压力试试。
·有可能没有滴加润滑油。确定润滑器处在给油状态。确认油罐是否还有油。
·有可能供给空气温度可能过高。夏季的时候如果使用较长的气管,空气流通过程中温度升高,导致工具发热。
·也有可能是轴承磨损。此时需要维修。
涡轮磨具
- Q看本体的颜色能分出型号?
- A
本体的颜色,有如下区分方法。
黑色橡胶:直线型 蓝帽:03 TLL-03 红帽:07 TLL-07 黄帽:12 TLL-12 棕色橡胶:摆动式 蓝帽:03 TLS-03 红帽:07 TLS-07 黄帽:12 TLS-12
- Q是否用于去毛刺?
- A
非常抱歉。涡轮工具特别适合模具表面刨光,不适合去毛刺。
不仅用于去毛刺,尖端工具没插紧,以及击打方式等使用方法也会导致本体内部零部件损坏。
请利用工具的侧面进行研磨作业。
- Q能否提供零件清单列表?
- A
非常抱歉。不提供涡轮磨具的零件清单
另外除了一部分消耗品以外,零件也不单卖,如果有问题请提交我司修理。
- Q可否使用其它公司制的尖端工具?
- A
我司没有进行过除我司以外的尖端工具的整合测试,所以不敢保证结果。
与研磨工具不同,它没有指定最高旋转数,也许比较安全,但是用错使用方法也容易伤到个人,损坏加工对象甚至损伤涡轮磨具本体。
请使用与我司尖端工具同样重量,同样长度的工具。此外,由于油磨石以及陶瓷结合剂磨石容易折断,请使用垫板,缩短长度使用。
使用非正规工具,导致本体发生问题,我司也不负责对应,敬请理解。
- Q如何选择使用直线型还是摆动式的。
- A
标准机为TLL-07(直线型,0.7mm冲程)。不知该如何选择的情况下,请先试试TLL-07。
微型主轴
- Q可以进行横切加工吗?
- A
非常抱歉。由于夹头的形状构造,不适合横切加工。
存在轴承很易磨损,夹头易松动的风险。
- Q电路设计上需要注意哪些?
- A
微型主轴采用了叶片马达。在结构上叶片马达,起动性能并不是100%。
因此,如果间歇使用的场合,不要ON/OFF切换,空转与正式运转,运转不要停歇。
空转时约0.2MPa。如果无人坚守的场合,一定要采取加声音传感器等确认旋转状态。
主轴安装方向,如果发生润滑油滴落到材料上的情况,请将主轴按照从下到上的方向安装设置。
如果无润滑油滴落的现象,设置方向随意。
- Q与微型气动工具有何不同?
- A
马达的基本设计是相同的,都是装载在机器上使用。
功能特点上,
・最大速度75,000r.p.m。
・附带法兰(MSA / MSB / MSC)/配有保持架(MSD / MSE)
・夹头螺母防尘对应
・销钉孔也防尘对应
・马达内部经过研磨,低压也能维持旋转数保证动作正常
・对应气源的气阀,本体的阀门省略掉(MSA / MSC / MSE)
・侧面排气以及装载消音器(MSA)
GU-1
- Q如何固定在车床上?
- A
本体装置的侧面有专门的固定支架(左右两侧都有)、通过此支架固定在车床上。固定支架的厚度为25mm。
- Q想知道自己使用的是“GU-1”还是“NewGU-1”。
- A
:“NewGU-1”带砂轮直径为100mm的平砂轮,马达的颜色是金色的。 “GU-1”带砂轮直径为48mm以下的杯状砂轮或带轴砂轮,马达的颜色是黑色或褐色,标有100,000rpm。
- Q1号主轴与5号主轴有何区别?
- A
1号主轴一个直径为3mm轴专用的工具。 5号主轴是通过更换夹头可以对应0.5mm〜6mm轴使用的工具。
5号主轴标配为6mm的夹头。此外,5号主轴比1号主轴的制造精度更高。所以价格也相对1号主轴来说较贵。
- Q是否可以使用冷却水或者冷却油的浸湿加工方法?
- A
虽然可能,但不推荐。因为加工过程中,主轴内部为加压状态,水滴不易浸入,但是停气的时候,主轴处于非加压状态,有可能有水滴浸入。
因此,使用后一定将水尽力擦干,不要用气枪等吹气。如果内部浸水的话,主轴内易生锈,轴承容易磨损,使用寿命缩短。
在这种情况下,即使在保修期内,修理也是要收费的。请多多注意。
- Q金刚石和氮化硼有何区别
- A
金刚石的硬度较高,氮化硼的耐热性较好,金刚石更适合超硬物研磨,氮化硼适合铁类金属物研磨。
- Q定规皮带有两种吗?
- A
是的。GU-1和NewGU-1皮带的长度/宽度是两种不同类型的。GU-1皮带的编号"303"宽6.4mm。 NewGU-1的的编号"352"宽12.7mm。所以订购的时候要特别注意,不要订错。
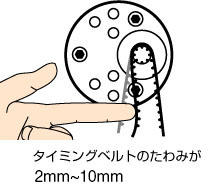
- Q定归皮带易断
- A
定规皮带是不是过紧?皮带不要拉太紧,留出5mm〜10毫米左右的拉伸空间。
- Q扭矩较弱
- A
・是不是砂轮的摩擦面过大?请用磨石对砂轮进行调整。详细请参考操作说明书。
・供气量可能不足。GU-1一台的空气耗气量为每分钟180~240升。换算下空压机的压力应该在3马力前后。其它设备使用空压机,或者多台GU-1同时使用一台空压机,都可能导致气压不足。请确认。
・切入量是不是过深过多?由于GU-1是一种抛光机,对材料表面进行浅层抛磨。请先确保材料表面平整再用GU-1抛磨。
尖端工具
- Q想使用最高转速为24,000的硬质合金棒...
- A
很抱歉,请勿使用。
十分危险,离心力可能导致刃部断裂或轴部的弯曲,有伤害到用户的可能性。
另外,当使用直径比轴径大的刃物高速旋转的时候,刃尖接触式的回弹,以及轴轮原理上的经验,刃物根部与夹头的部分负荷很大,很容易折断,也可能导致气动工具损坏。
请一定遵守最高转数。
- Q使用菜瓜布片是否易将材料染色?
- A
菜瓜布片面向金属研磨刨光,不必担心染色问题,请放心使用。
如果要研磨金属以外的如压克力片等,先在材料的一端测试下,看看是否染色,然后再确定是否使用。
- Q是否可以将UHT制尖端工具用到其它厂家制的气动工具上?
- A
很抱歉,我司没有进行过除我司以外的气动工具的整合测试,所以不敢保证结果。
如果您要使用,请先测试运行,在安全的基础上,遵守最快转数的前提下使用。
- Q手头有砂纸片,能否判断其编号?杯状砂轮能否判别呢?
- A
很抱歉,砂纸片不是很好区分,如果定要区分请寄至我公司,帮您判断。
杯状砂轮可以通过中心的螺母颜色区分。黄色:#60 红:#100蓝:#150黑:#100GC
白色螺母的不易判断,是我司区分颜色前的产物,不易判断编号。
- Q有没有零件编号的说明......
- A
以下编号是客户经常问到的,请确认。
50103070 5331 30mm杯状砂轮 #60 50103080 5332 30mm杯状砂轮 #100 50103090 5333 30mm杯状砂轮 #150 50103100 5339 30mm杯状砂轮 #100 GC磨粒 50102100 5341 30mm砂纸片 #60 50102110 5342 30mm砂纸片 #100 50102120 5343 30mm砂纸片 #150 50102130 5344 30mm砂纸片 #240 50102140 5345 30mm砂纸片 #400 50102150 5346 30mm砂纸片 #600 50102160 5349 30mm砂纸片 #40
零件
- Q购买气动工具或者涡轮磨具的时候,如何准备相应的接头?
- A
由于快速接头与快速插塞兼容,就不用特意准备快速套筒。
如果使用快速插塞以外的接头,那就要准备购买软管金属接头。
由于不能与日东工器公司的大流量快速接头匹配,请另行准备软管金属接头(另售)以及快速插塞。
另外,考虑到兼容性等问题,即使是快速套筒也可能发生漏气。此情况下请另行准备软管金属接头(另售)以及快速插塞。
关于快速插塞请与日东工器公司进行确认。
- Q气动工具的气管按米销售吗?
- A
以1m单位出售。详细请请点击这里获取更多信息。购买的时候请按照○○米××根的方式标明下单。
1m附带2个软管扎带。新购买的气动工具所附带的气管长度为1.5m。
- Q请告知气动工具气管的内径/外径。
- A
内径4.5mm。外径6.5mm。
橡胶管外侧有布裹缠,不易破损,能保持柔软性,但是长年使用,劣化导致弹力下降,破裂等也会发生,建议定期交换。